Thanks to the latest generation of Chemical Imaging Technology (CIT® Gen3) in combination with high-resolution color cameras, both the smallest foreign bodies and product defects – organic or inorganic – can be sorted out with unprecedented accuracy. This is done with maximum conservation of product and energy resources.
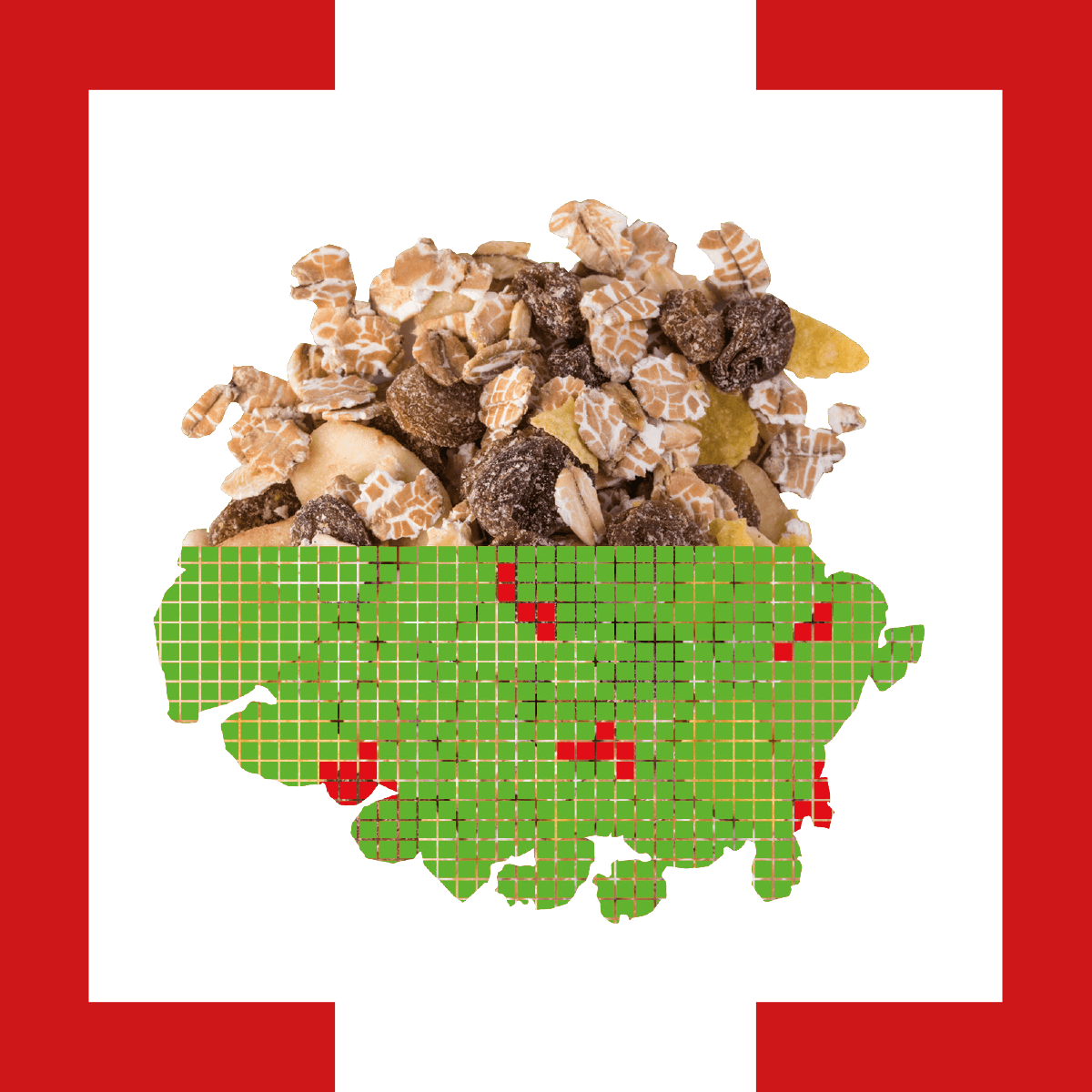
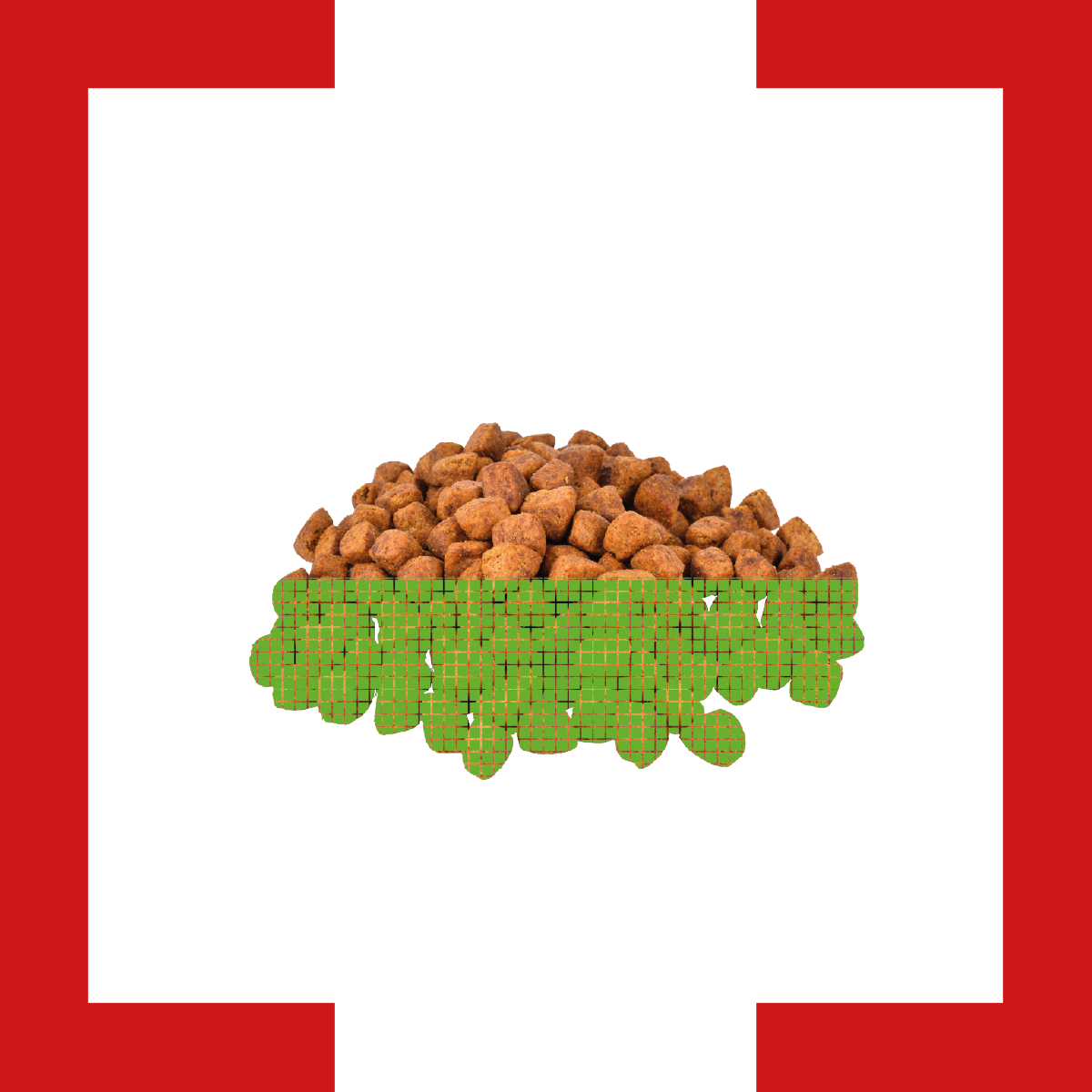
The new Sherlock Hypernova has been specially developed for sorting small-sized products/foodstuffs.
The modular design allows to be configured specifically for each product and thus tailored to individual requirements.


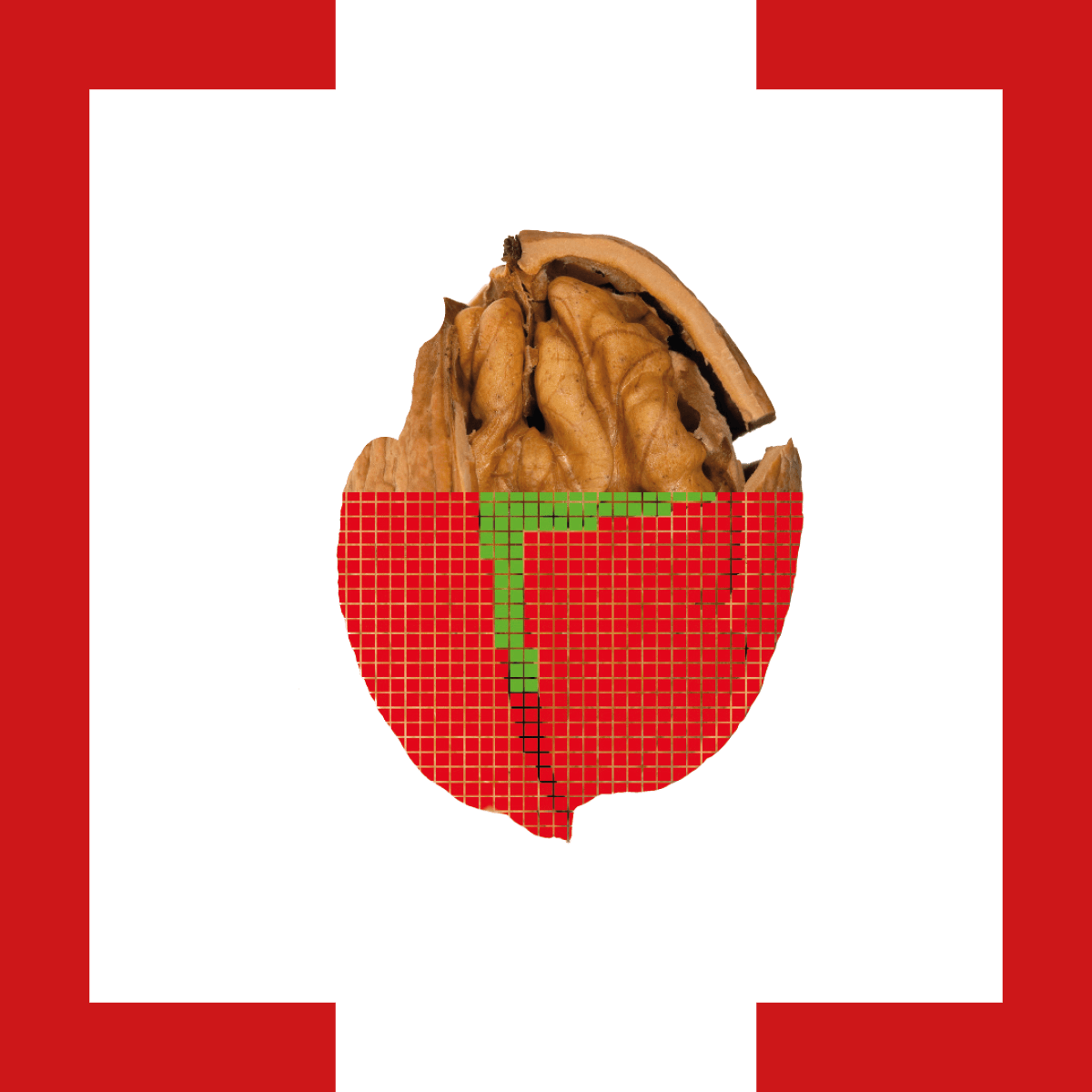
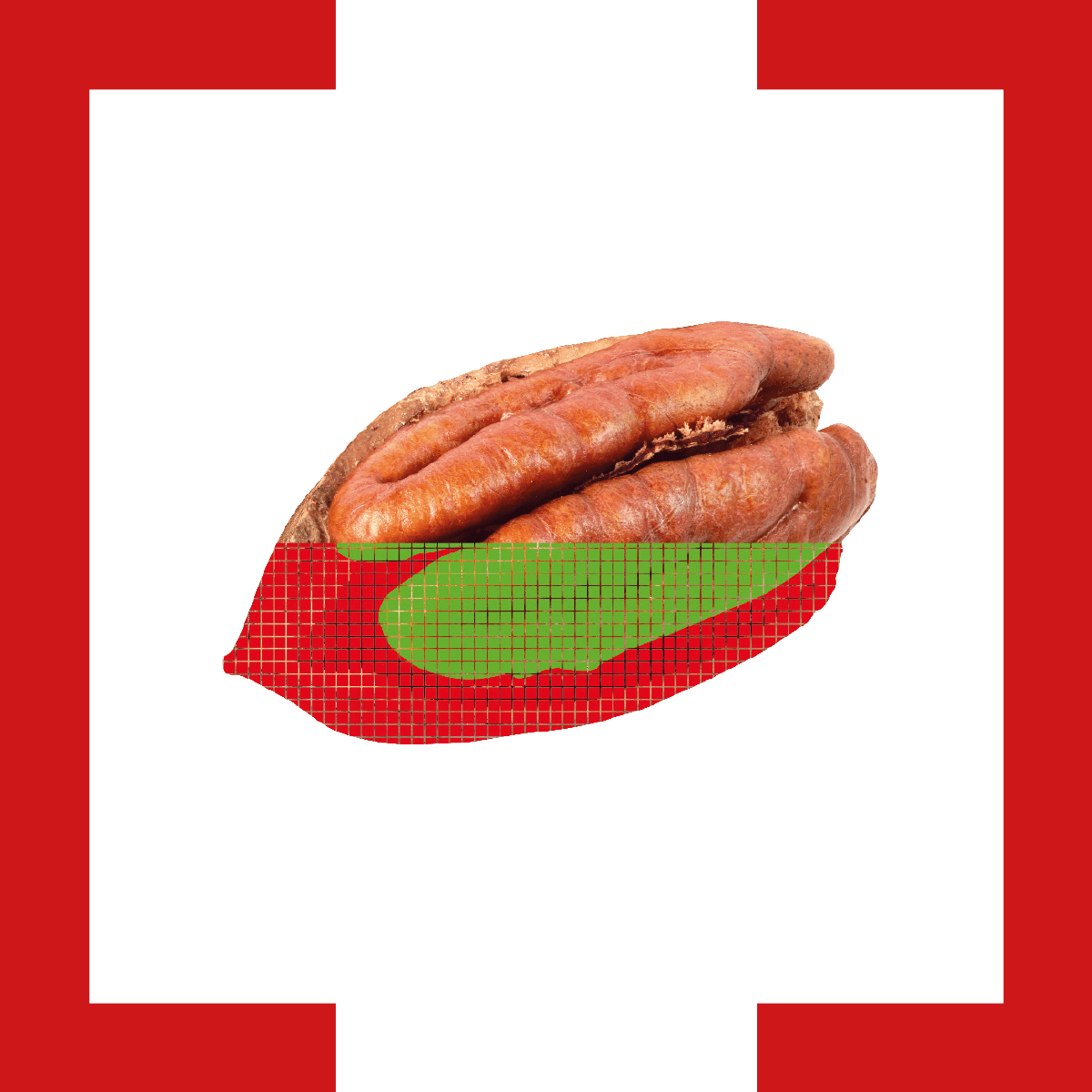
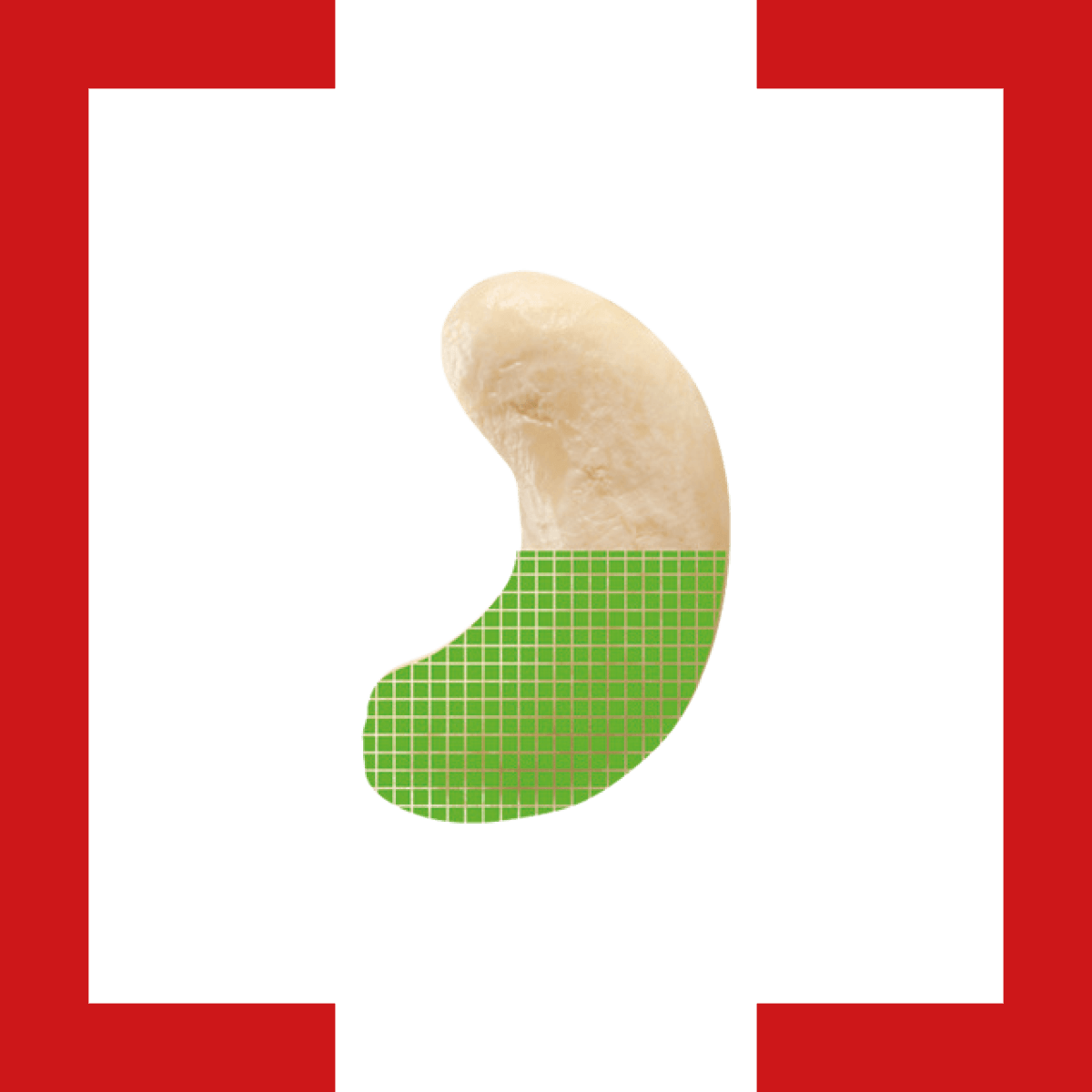
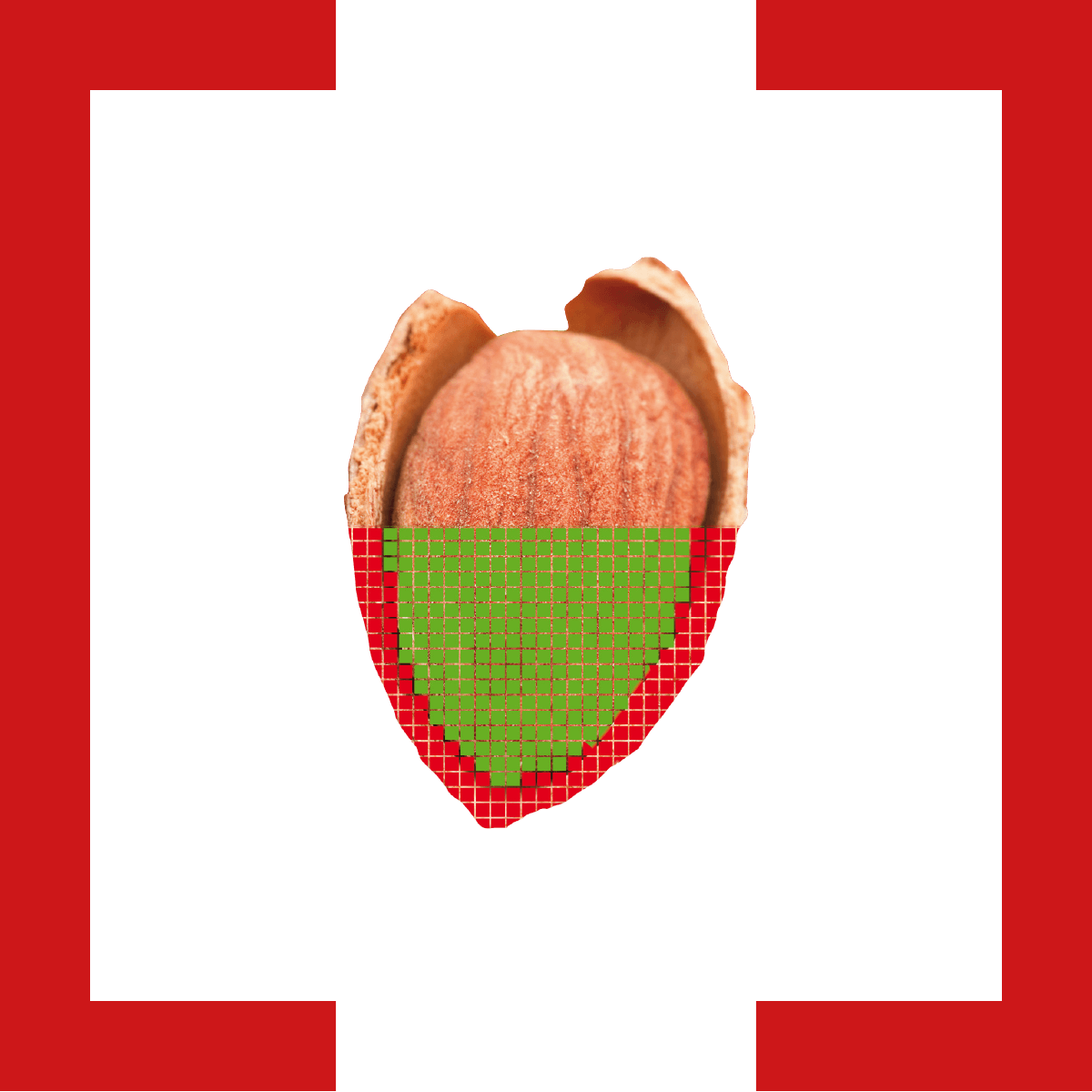





CIT’s chemical inspection capabilities brings us to new levels and possibilities of product inspection compared to any other optical eye out there such as lasers, various amount of cameras or Xray. Where other optical eyes focus on trading off the amount of bad in good vs good in bad; CIT’s approach is seeing and removing it with the highest reliability of the industry, no matter what product or defect and this at consistent levels even if there are seasonal product changes or product variety changeovers. CIT does not need any operator to constantly be monitoring and keeping the machine in balance.

For the first time, artificial intelligence in the most versatile form of Deep Neuronal Networks is applied in real time to analyse the collected image data. It creates algorithms that enable the detection of even the smallest visible product defects as well as defects invisible to the human eye, fast enough to eject them from high-speed product flows. This new disruptive technology opens unimaginable applications and performance levels for food processors.
InlineFOODLab 4.0 allows processors to optionally get quantitative chemical data of the product and the most reliable real-time inline quality data available in the industry. For example dry matter values in potato products. These chemical data can be combined with color or shape defect levels as well as with size values of the objects. Additionally, any foreign material can be recorded. This allows quality managers to have better tools to control the raw material as well as the finished product.
The synthesis of a new designed, highprecision air separation technology with a flap separation, specifically engineered for maximum food safety, marks a revolutionary advancement: It precisely classifies acceptable products, foreign bodies, and defect products into three categories in just one pass. The core of this innovation is the use of precise sensor data, captured by the latest generation of Chemical Imaging Technology (CIT Gen 3). This technique allows for the determination of the optimal sorting strategy in real-time, enabling a significant increase in yield while providing unparalleled food safety. This cutting-edge eject technology opens up an unprecedented level of quality and safety, redefining the limits of what has been possible until now.
The association “Great Hope for Children” has a clear mission: To provide children and young adults in Nairobi with an education in order to break the cycle of poverty that has been recurring for generations. Around 150 children, of which approximately 70 are orphans, are currently being cared for.
„We at Insort are proud to accompany and support Great Hope for Children on all levels.“
Eva Jeindl-Gombocz, CFO Insort